
Kiedy 20 lat temu podczas moich praktyk studenckich na wtryskowni powiedziano mi, że dziś jest mój szczęśliwy dzień, bo mogę poznać pana Stasia, z początku nie odczułem zbytniego podniecenia przed zbliżającą się rozmową.
Gdy dowiedziałem się jednak, że pan Staś jest emerytowanym pracownikiem, który od czasu do czasu „wraca na stare śmieci”, i każdy chce wtedy z niego wyssać kilkudziesięcioletnie doświadczenie i „mądrość wtryskową”, to i ja nabrałem ochoty na konwersacje.😉
Stanisław odpowiedziawszy na moje arcyoryginalne „dzień dobry” oznajmił, że idzie na papierosa i zapytał się czy idę z nim. Z dumą zaprezentowałem swoją prozdrowotną niepalącą postawę, na co Stasiek odpowiedział: „Jak ja zaczynałem w tej robocie nie można było nie palić.” i sobie poszedł. Nigdy go więcej nie zobaczyłem, więc wtedy poczułem się mocno „niedooświecony mądrością wtryskową”.
Dopiero jakiś czas później gdy ktoś pokazując mi tę wtryskarkę powiedział, że operator takiego urządzenia czas chłodzenia mierzył w ilościach zaciągnięć papierosa, dotarło do mnie, że jednak ta rozmowa z panem Stasiem czegoś mnie nauczyła.
Kiedyś jakość wyrobów wtryskiwanych w znacznym stopniu zależała od człowieka – od jego „techniki puszczania dymka”. Wtryskiwanie było rzemiosłem.
Dziś nie wiadomo do końca od czego ta jakość zależy. Dlatego wtryskiwanie stało się nauką.😉
Tak jak mechanika kwantowa, o której prof. Feynmann kiedyś powiedział:
„Jeśli ktoś myśli, że zrozumiał mechanikę kwantową, to jej nie zrozumiał.”
Skoro wtryskiwanie tworzyw polimerowych to nauka, czy to oznacza, że wszyscy jesteśmy naukowcami?
Definicja mówi, że naukowcem jest ten, kto poszukuje odpowiedzi na pytania, na które dotychczas nikt nie odpowiedział, za pomocą metod umożliwiających udowodnienie odpowiedzi. Myślę, ze ciężko by było każdego szeroko pojętego „inżyniera od wtrysku” pod tę definicję wciągnąć, ale czy trzeba? Czy trzeba być uczonym, żeby z nauki i jej metod korzystać?
Oczywiście, że nie i doskonale o tym wiedzą wszyscy, co raz liczniejsi popularyzatorzy nauki i „sprzedawcy” tzw. Scientific Molding. Metoda naukowa stosowana w rozwiązywaniu problemów we wtryskiwaniu tworzyw polimerowych stała się tematem płatnych szkoleń i funkcją komercyjnych programów komputerowych. Nie sądzę jednak, żeby stosowanie metody naukowej wymagało inwestycji finansowych. Jej składowe są dość naturalne – podobne do wszystkich działań ludzkich w obliczu nowych sytuacji.
- Ustalenie i uzasadnienie problemu, oraz dostrzeżenie zagadnień pochodnych.
- Krytyka problemu w świetle dotychczasowych osiągnieć naukowych (analiza literatury.
- Wyliczenie niezbędnych założeń lub twierdzeń, czasem także hipotez.
- Ustalenie metod badawczych, obejmujące krytykę metod dotychczasowych i wybór lub konstrukcję nowych metod.
- Przeprowadzenie badań.
- Opracowanie wyników badań.
- Krytyczna ocena przebiegu własnych badań.
Wymagają one co najwyżej pewnego doświadczenia w ich stosowaniu niż jakiegoś szczególnego narzędzia, lub oprogramowania. Chociaż ww. elementy bywają przydatne.
Zastosowanie metody naukowej we wtryskiwaniu może tak wyglądać:
Ustalenie problemu
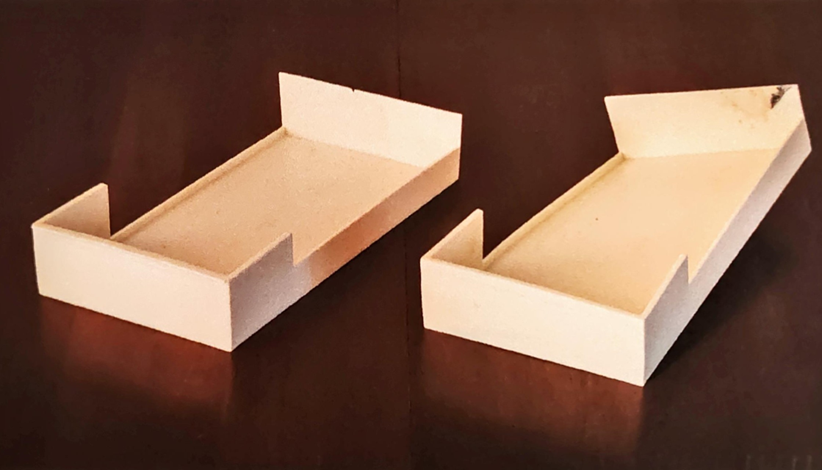
Nie jest możliwe zachowanie wymaganych tolerancji dla wymiarów z powodu odkształcenia części (PP GF30).

Analiza literatury
L. Tucker: Fundamentals of Fiber Orientation
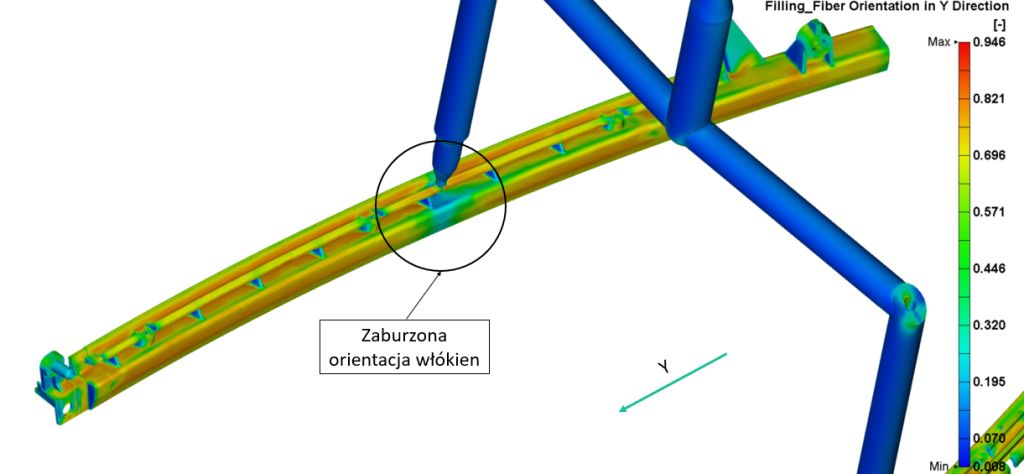
- Główną przyczyną deformacji wyprasek napełnionych włóknami jest anizotropia skurczu spowodowana orientacją włókien (Rys. 1).
P. Beaumont: Runner and Gating Design Handbook – Tools for Successful Injection Molding
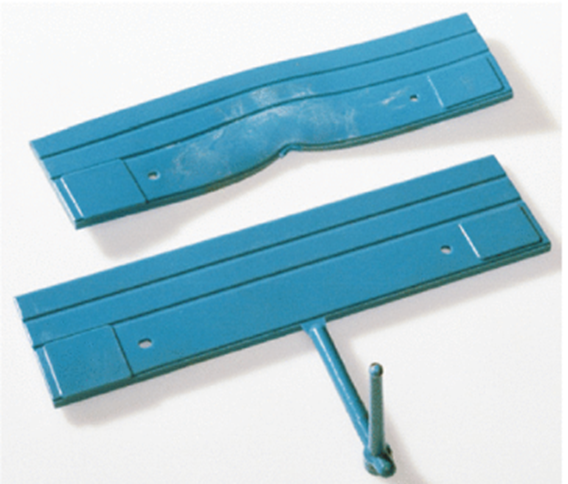
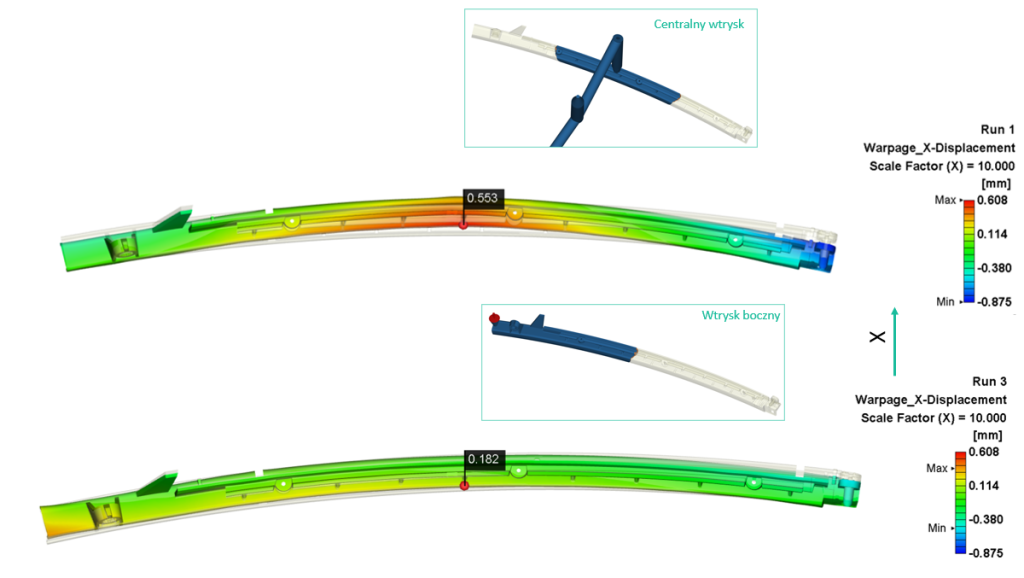
- Z tego względu centralnie położone punkty wtrysku dla długich, prostokątnych części są niekorzystne, ponieważ zakłócają pożądane ułożenie włókien wzdłuż dłuższych krawędzi (Rys. 2).
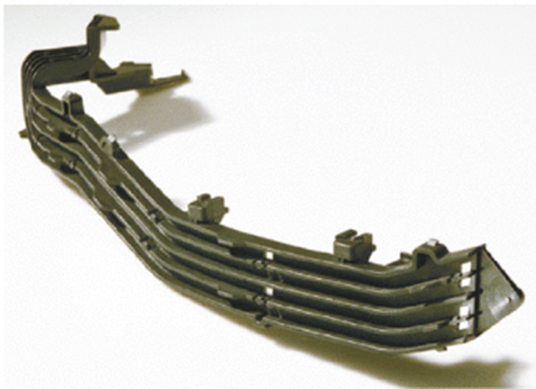
- Dlatego rozwiązania z wieloma przewężkami lub przewężki krawędziowe są zazwyczaj stosowane w przypadku długich części wypełnionych włóknami. (Rys. 3).
Postawienie hipotezy
Głównym powodem odkształcenia części jest anizotropia skurczu spowodowana orientacją włókien wynikającą z centralnego położenia punktu wtrysku.
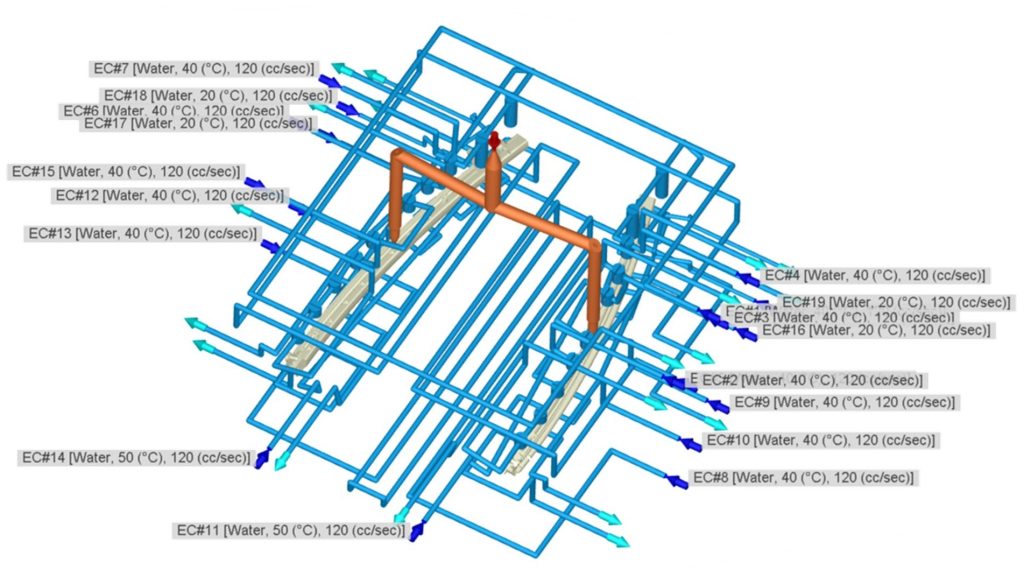
Ustalenie metody badawczej
| Metoda | Symulacja wtryskiwania |
| Materiał | 80G6HU (PP GF30) |
| Czas wtrysku | 3,5 s |
| Czas docisku | 18 s |
| Ciśnienie docisku | 20 MPa |
| Temperatura wtrysku | 230°C |
| Temperatura formy | 40°C |
| Czas chłodzenia | 30 s |
Analiza wyników
Wyraźnie zmniejszenie deformacji w osi X po zmianie położenia punktu wtrysku.
Sformułowanie rozwiązania
- Wyniki obliczeń potwierdzają słuszność hipotezy.
- Oznacza to, że aby zredukować odkształcenia analizowanej części, należy zmienić lokalizację punktu wtrysku.
Wnioski
- „Naukować” każdy może, trochę lepiej lub trochę gorzej.😉
- Tak naprawdę chyba każdy z nas to robi, chociaż często zapominamy o etapie analizy literatury, a należy pamiętać, że nauka zawsze budowana jest na twórczym rozwinięciu dotychczasowych osiągnięć.
„Jesteśmy karłami, którzy wspięli się na ramiona olbrzymów. W ten sposób widzimy więcej i dalej niż oni, ale nie dlatego, żeby wzrok nasz był ostrzejszy lub wzrost słuszniejszy, ale dlatego iż oni dźwigają nas w górę i odnoszą o całą swoją gigantyczną wysokość.”
Bernard z Chartes
Ten artykuł pochodzi Raportu Rozwiązań dla Wtryskiwania wysłanego do jego subskrybentów 19.01.2025 r. Zapisz się i czytaj na bieżąco!

